Durante la lavorazione al tornio, le parti ruotano continuamente e l'efficienza di lavorazione è superiore a quella di altre macchine utensili. Tuttavia, per piccole parti e grandi quantità, le parti vengono ripetutamente installate e rimosse sul mandrino, il tempo ausiliario è lungo e l'efficienza relativa diminuisce. Per ridurre il tempo ausiliario e migliorare l'efficienza di lavorazione, la ricerca e la progettazione installano l'utensile sul mandrino e ruotano continuamente e le parti esegu
Metallo duro nero:
Durante la lavorazione al tornio, le parti ruotano continuamente e l'efficienza di lavorazione è superiore a quella di altre macchine utensili. Tuttavia, per piccole parti e grandi quantità, le parti vengono ripetutamente installate e rimosse sul mandrino, il tempo ausiliario è lungo e l'efficienza relativa diminuisce. Per ridurre il tempo ausiliario e migliorare l'efficienza di lavorazione, la ricerca e la progettazione installano l'utensile sul mandrino e ruotano continuamente e le parti eseguono solo un movimento di avanzamento. Quando si sostituiscono le parti, l'utensile può continuare a ruotare e la sostituzione delle parti è semplice e conveniente e il tempo è breve.
Un'azienda elabora un lotto di parti di dadi esagonali con specifiche M20, che devono essere forate e filettate. Il metodo di installazione della punta o del filetto sul mandrino per il movimento di taglio e di installazione delle parti sul portautensili per il movimento di avanzamento ha ottenuto buoni risultati.
Analisi della struttura della noce e caratteristiche di lavorazione
Il materiale del dado è acciaio 45, il grezzo è un grezzo forgiato a freddo, il foro interno ha una tolleranza di lavorazione di 2 mm e la dimensione del profilo esagonale esterno è fondamentalmente uniforme e non necessita di lavorazione. Durante la lavorazione, è necessario rimuovere prima la tolleranza di 2 mm del foro interno e quindi utilizzare un maschio per maschiare la filettatura per completare. Il processo di lavorazione delle filettature dei dadi su un tornio consiste nel bloccare un singolo dado su un mandrino autocentrante a tre griffe e quindi utilizzare un utensile di tornitura per lavorare il foro interno e le filettature, oppure installare una punta da trapano e un maschio sulla contropunta di un tornio, praticare un foro con una punta da trapano e utilizzare un maschio per lavorare le filettature. In entrambi i metodi sopra indicati, un singolo grezzo dado viene installato sul mandrino, il dado ruota e l'utensile di tornitura o la punta da trapano (maschio) esegue un movimento di avanzamento. L'operazione ripetuta richiede molto tempo e manodopera e l'efficienza di lavorazione è bassa. Per aumentare la velocità di lavorazione, si è deciso di progettare un utensile semplice, installare la punta del trapano o il maschio sul mandrino autocentrante a tre griffe per il movimento rotatorio e installare il dado da lavorare sull'utensile per il movimento di avanzamento, formando una modalità di lavorazione.
Metodo di perforazione, progettazione e utilizzo degli utensili
Secondo l'idea che la punta del trapano o il maschio ruotino e il dado esegua un movimento di avanzamento, la punta del trapano o il maschio vengono installati sul mandrino autocentrante a tre griffe e viene progettato un semplice utensile. Il dado da lavorare viene installato nell'utensile e l'utensile viene installato sul portautensile e il portautensile esegue un movimento assiale per realizzare il movimento di avanzamento. Il metodo di foratura e la progettazione dell'utensile sono mostrati nella Figura 1.
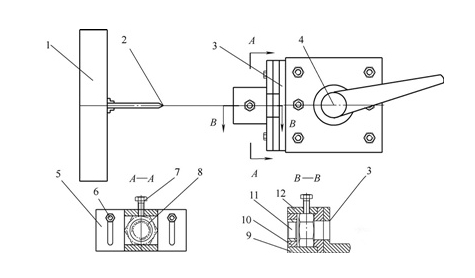
L'attrezzatura per l'installazione dei dadi è composta da una piastra di supporto piegata 3, una piastra di collegamento 5, un bullone di collegamento 6, un bullone di posizionamento 7, una bussola di foratura 11, una piastra di copertura superiore 12, una piastra frontale 10 e una piastra inferiore 9. La piastra di supporto piegata 3 è installata sul portautensili del tornio e vengono lavorati fori lunghi su entrambi i lati della piastra di collegamento 5, che è collegata alla piastra di supporto piegata tramite bulloni di collegamento 6. Grazie all'esistenza dei fori lunghi, la piastra di collegamento può muoversi su e giù sulla piastra di supporto piegata per determinare la posizione di lavorazione. Il bullone di serraggio 7 è installato sulla piastra di copertura superiore 12. Dopo che il dado lavorato è installato nell'attrezzatura, serrare il bullone per bloccarlo. La bussola di foratura 11 è installata nella piastra frontale per guidare la punta del trapano o il maschio per garantire una lavorazione accurata. La bussola di foratura è realizzata in acciaio 45 e temprata per garantire la resistenza all'usura. La piastra di copertura superiore 12, la piastra terminale anteriore 10, la piastra inferiore 9 e la piastra di collegamento 5 sono saldate insieme. La sua larghezza è uguale alla dimensione esagonale massima del dado da lavorare.
Prima di procedere alla lavorazione, installare innanzitutto la punta del trapano sul mandrino autocentrante a tre griffe e bloccarla. Quindi installare la piastra di supporto 3 sul portautensili del tornio e bloccarla. Installare l'utensile sulla piastra di supporto, livellarlo, avvitare i bulloni di collegamento e serrarli leggermente.
Per il primo pezzo di lavorazione, inserire il dado da lavorare nell'utensile dal lato, preferibilmente non superando la larghezza dell'utensile, serrare i bulloni di fissaggio 7 per fissare il dado. Allineamento. Spostare la piastra di collegamento 5 su e giù, spostare la slitta nel portautensili perpendicolarmente all'asse del tornio, determinare la posizione del centro del manicotto di perforazione e del centro di rotazione del tornio e, dopo aver confermato che i due coincidono, serrare i bulloni di collegamento 6, bloccare la slitta e l'allineamento è completato. All'inizio della lavorazione, il mandrino aziona la punta del trapano per ruotare e la piccola slitta del portautensili si sposta in avanti assialmente. La punta del trapano inizia a forare attraverso la guida del manicotto di perforazione. Dopo che la punta del trapano passa attraverso il foro sulla piastra di collegamento, si determina che la foratura è completata. Spostare la piccola slitta del portautensili all'indietro, la punta del trapano lascia l'utensile, allentare i bulloni di fissaggio 7, inserire il secondo dado dal lato e il primo dado viene spremuto fuori. Serrare nuovamente i bulloni di fissaggio 7 e bloccare il dado. Spostare la piccola slitta del portautensili e inizia la seconda lavorazione. Durante l'intero processo di lavorazione, la punta del trapano continua a ruotare e solo il portautensili si muove assialmente. Poiché l'allineamento del primo pezzo è stato completato, la lavorazione successiva non richiede il processo di allineamento, il che migliora notevolmente l'efficienza della lavorazione.
Progettazione di utensili per maschiatura
Durante la maschiatura di filettature interne, per evitare che si verifichi un caos nella filettatura dovuto all'errore di trasmissione tra la vite della macchina utensile e il maschio, viene progettato uno speciale mandrino per utensili di maschiatura, come mostrato nella Figura 2.
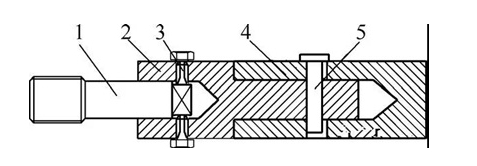
Un'estremità del morsetto 4 è installata sul mandrino autocentrante a tre griffe e l'altra estremità è installata nel foro interno. Il manicotto di perforazione è sia il manicotto di montaggio del manicotto di perforazione che il manicotto di guida del manicotto di perforazione. I due sono abbinati con un piccolo spazio. Un foro lungo è penetrato assialmente sul morsetto da utilizzare con il perno cilindrico 5. Il manicotto di perforazione è utilizzato per bloccare il maschio. La parte è realizzata in acciaio 45 e temprata. Il perno cilindrico 5 e il manicotto di perforazione sono ad interferenza, il che svolge un ruolo nel guidare il manicotto di perforazione a ruotare e coopera con il foro lungo sul morsetto, il che può far sì che il manicotto di perforazione abbia un movimento assiale di 4 mm, che viene utilizzato per eliminare gli errori di trasmissione e prevenire il caos. Il bullone di fissaggio 3 serve principalmente per serrare il maschio.
Quando si lavora il manicotto filettato, rimuovere prima la punta del trapano, installare il mandrino dell'utensile di filettatura sul mandrino autocentrante a tre griffe e bloccarlo. La posizione dell'utensile installato sul portautensile rimane invariata e il dado da maschiare viene inviato nell'utensile e il bullone di fissaggio 7 nella Figura 1 viene serrato per maschiare la filettatura. Il mandrino aziona il maschio per ruotare e il portautensile si sposta in avanti. Dopo che la parte tagliente del maschio passa attraverso il dado, il mandrino inverte e si ritrae e il portautensile si sposta all'indietro. La maschiatura del primo dado è completata. Quindi viene inviato il secondo dado e il primo dado viene spremuto fuori allo stesso tempo e l'operazione di cui sopra viene ripetuta e il ciclo è completato.
Conclusione
Lo stesso metodo di lavorazione al tornio utilizza utensili semplici per modificare la posizione di installazione dell'utensile e del pezzo, realizza il movimento di taglio dell'utensile e il movimento di avanzamento del pezzo, accelera la velocità di taglio, semplifica la procedura operativa, fa risparmiare fatica e tempo e migliora notevolmente l'efficienza di lavorazione.





